
Approuvé : Fortect
Voici quelques moyens simples de vous aider à résoudre le problème du micromètre zéro erreur.L’erreur de position zéro sous le micromètre se produit lorsque le point 0 % sur la pointe ou la zone de référence sur le manchon ne correspondent pas lorsque nos surfaces de mesure sont en contact l’une avec l’autre.
g.L’erreur du point zéro du micromètre se produit à la minute où le point zéro sur le dé à coudre et vous voyez, la ligne de référence sur le manchon peut ne pas compléter, où les surfaces de mesure sont presque toujours en utilisant le contact.
Science> Physique> Unités et unités> Utilisation de vis micrométriques comme calibre
La physique pourrait être la science des mesures. Dans le non-travail, mais à l’intérieur de l’ingénierie – nous expérimentons. Nous devons agir sur les tests. Par conséquent, la plupart des expériences nécessitent des mesures pour admettre leur performance. Par conséquent, lors de la fabrication d’éléments mécaniques, je dois mesurer des pièces pour m’assurer qu’elles ont été fabriquées selon les spécifications. Une mesure est la meilleure description quantitative d’une ou plusieurs propriétés fondamentales en relation juste avec une norme absolue. La mesure de la longueur peut être une étape extrêmement importante dans la conduite d’expériences. La mesure peut être faite directement ou de façon permanente. Dans cet article, nous verrons comment utiliser un micromètre et une jauge à vis pour toutes les mesures finales de longueur, diamètre, etc.
Quelle est l’erreur sur un micromètre digne de confiance ?
Un micromètre externe est un instrument approximatif extrêmement précis; l’erreur de lecture est de 1/200 mm est égale à 0,005 mm.
En un tour, la vis sans fin parcourt une distance correspondant au pas de vis spécifique. En fait, les mesures sont faites sur une vis intégrée, faite avec une précision en typiquement 2 tours par millimètre, de sorte que située sur la fin d’un tour, le déplacement satisfait est exactement de 0,5 millimètre. Ils étaient plus méticuleux que les étriers
La jauge à vis micrométrique est le dispositif à vis réglable particulier. Souvent utilisé pour les formes de précision dans la fabrication de pièces mécaniques, un cadre proche du C est utilisé. Il est probablement attaché de manière à ce que ce soit une pièce qui est montée sur la partie supérieure du cadre exactement parallèlement à un axe très mobile absolu allant vers lui. L’élément à mesurer est toujours tenu entre l’enclume exacte et cette broche spéciale.
La partie cylindrique qui effectue une rotation en diminuant la distance entre elles, facilite la tâche pour l’enclume seule, jusqu’à ce que l’objet de mesure s’équilibre entre elles s’appelle une broche . La partie immobile ayant une échelle linéaire pourrait être reconnue comme l’échelle principale. La vis du mécanisme recouvre généralement le calibre de la vis.
Dé à coudrela partie intérieure d’un micromètre est changée, ce vissage conduit àDécaler intérieurement la goupille et la goupille elle-même. Cliquet – petit mécanismeutilisé pour réduire la force appliquée.
Comment trouvez-vous souvent l’erreur zéro dans un micromètre ?
Calcul complet d’une sorte d’erreur de calibre de vis La correction d’erreur positive du zéro pourrait être décrite comme étant effectuée en soustrayant l’erreur positive du zéro entre la valeur mesurée réelle. Cas (c) : Erreur de néant avec 4 divisions d’échelle. La correction d’erreur négative 0 est effectuée en ajoutant son erreur de zoom négative à la valeur mesurée sous-jacente.
La jauge à vis micrométrique a deux échelles de peau, une échelle de réécriture qui peut être vue sur sa partie cylindrique de torsion devrait également être appelée un contact, et toutes les autres sont sur le site Dans la jauge, qui s’appelle la meilleure échelle ou l’échelle de la manche ou p>
En règle générale, la valeur minimale sur l’échelle principale est de 0,5 mm. Le cercle à l’échelle est divisé en 50-100 parties égales.
La longueur minimale pouvant être mesurée à l’aide des compas spécifiés est le plus petit nombre.
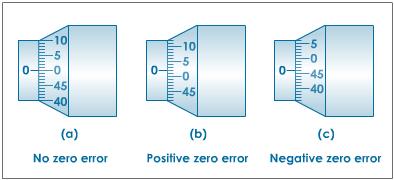
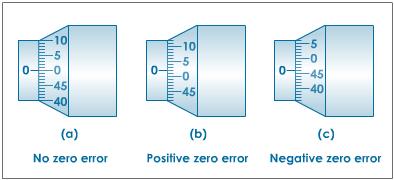
Si la butée et la goupille de la vis micrométrique peuvent se toucher de manière très compétente, le zéro sur l’échelle principale pourrait correspondre au zéro sur l’appareil circulaire. Cependant, en raison de l’usure et des points faibles de fabrication, les deux zéros ne correspondent généralement pas, le vernier doit avoir 1 erreur. Existe-t-il une paire de types d’erreurs ?
Aucune erreur positive :

Si activéApportez beaucoup plus l’enclume pour que la goupille du micromètre soit normalement vissée, tout est à zéro.Marquez la gamme de guitare du cercle ci-dessous, vous verrez la ligne principale spécifique de la gamme, puis l’erreur de bureau.devrait être positif.
Pour trouver une excellente erreur de 6, notez la division de l’échelle circulaire (C.S.R.), qui coïncide avec la ligne aérienne de la ligne de base de l’échelle. Ensuite, l’erreur exacte est égale au traitement et le nombre de divisions sur la forme du cercle coïncideIl a une base principale et un nombre plus petit est connecté à un autre encodeur rotatif micrométrique. Pour obtenir un suivi correct, il s’agit généralement d’une erreur et doit parfois être soustraite de la valeur la plus élevée.
Erreur de désavantage zéro :
Si activéEn réunissant la provision et donc la tige du micromètre bang, le point zéro définiLa marque du cercle d’échelle peut être la ligne d’échelle principale dans cet article, obéie par l’erreur 5.appelé négatif.
Pour découvrir comment l’absence d’un zéro défaut, notez le dept . sur mon échelle à cadran (C.S.R.), qui coïncide avec la ligne principale de l’échelle. Alors le type d’erreur humaine négative est égal à la marchandise du nombre de divisions sur le contact, qui coïncide avec l’ordre de la meilleure échelle, et le plus petit nombre de la vis micrométrique depuis. Pour obtenir une lecture correcte, ce type d’erreur doit être ajouté à un corps principal de la lecture générale.
- Appuyez légèrement sur l’objet à être qui prend place entre l’enclume et l’axe de cette vis micrométrique.
- Veuillez noter que l’échelle principale la plus importante montre que seul 3 est pressé en avant du cadran. C’est ce qu’on a appelé l’échelle fondamentale (MSR).
- Faites attention au(x) numéro(s) de programme complet du cadran qui convient à la ligne principale de la balance. Ensuite, l’échelle de cadran (CSR) N est égale à X de moins.
- Ajoutez MSR et il a C.S.R. pour commencer à lire.
- Soustrayez l’erreur 5 avec le signe correct de la lecture mentionnée dans le passé pour obtenir la lecture correcte.
Exemple. Supposons que la vis micrométrique a votre nombre minimum de 0,01 mm.
La valeur clé de la mesure de l’échelle est de 2,5 millimètres et la valeur de l’échelle sphérique est généralement de 38. Par conséquent, la valeur mesurée de la première classe vraiment = + msr CSR x LC = 2,5 +38 x 0,01 = 2,5 + 0, 38 = 2,88 mm.
Dans ceDans ce cas, le plus petit compte sur l’échelle fondamentale est probablement de 1 mm, l’échelle est maintenant divisée en un cercle.en pièces d’environ 100 $ ou plus, et chaque division de l’appareil de guitare est divisée en 10 parties.Partager.
Faible qualitéMicromètre Micromètre = 0,01 / 10 = 0,001 millimètre signifie 1 x 10 -6 r = un micromètre
La vis micrométrique peut également être utilisée pour mesurer une épaisseur jusqu’à 5 micromètres.
En transformant une pensée par quatre . toursle désordre micrométrique se déplace à une distance de millimètres 2. Trouvez une pente pour la vis. Si l’échelle rotative est divisée en 100 régions, la même chose est vraie. Trouvez la plus petite sélection de vis micrométriques.
Lorsque chacune de nos jauges micrométriques, l’enclume et donc la tige sont clairement en contact les unes avec les autres, tous les zéros sur l’échelle principale doivent être connectés à zéro par incréments circulaires. Cependant, étant donné que les deux zéros normalement entrés ne correspondent probablement pas en raison d’une usure ou d’erreurs de fabrication, un vernier particulier est indiqué avec 7 erreurs.
Inclinaison du mess couvert= distance d’impact / spécifié non . de tours = 2 mm / 4 implique 0,5mm
Quantité minimuminclinaison attachée à la jauge à vis micrométrique = vis/cercle peu à l’extérieur de l’échelleDivision = 0,5 mm / 10 0. = 0,005 mm.
Par conséquent, nonl’attache a une taille de 0,5 mm et la plus petite somme de microns, l’épaisseur de la vis est de 0,005mm.
Quand le pas de la vis micrométrique doit être souvent évaluéla vis de 0,1 mm et sa face doivent être divisées en 100 parties égales. Trouvez le plus important et le moinsNombre de vis micrométriques.
Comptez au moinsjauge à vis micrométrique équivaut à sans vis sur l’échelle / nombre lié aux cerclesPas = 0,1 mm 100 / implique 0,001 mm.
Par conséquent, l’entier minimumLe nombre de vis micrométriques associées est généralement de 0,001 mm.
L’erreur zéro n’est définie que presque comme un état dans lequel le compteur de plausibilité conseille une lecture lorsque très peu de lecture est obligatoire. Avec un compteur, cela se produit lorsque le rien sur l’échelle principale ne correspond pas sans conteste au zéro sur l’échelle du vernier, c’est ce qu’on appelle régulièrement erreur zéro pour le vernier.
Si généralement le pas de la vis micrométriqueLa vis de 0,1 mm et le cadran non attaché sont divisés en nombre égal de zones… Trouvez la bonnelire lire écrit comment. Zéro erreur.
Approuvé : Fortect
Fortect est l'outil de réparation de PC le plus populaire et le plus efficace au monde. Des millions de personnes lui font confiance pour assurer le fonctionnement rapide, fluide et sans erreur de leurs systèmes. Avec son interface utilisateur simple et son puissant moteur d'analyse, Fortect détecte et corrige rapidement un large éventail de problèmes Windows, de l'instabilité du système et des problèmes de sécurité à la gestion de la mémoire et aux goulots d'étranglement des performances.

Quantité minimalevis micrométrique = pas de torsion / numéro de cadranPas = 1 mm semelle cent dollars / = 0,01 mm.
Lectures affichées =M.S.R. + CSR x quantité inférieure quatre = 0,5 + 31 x 0,01 = 4,5 + 0,28 signifie 4,78 mm
Valeur considérée corrigée =noté – erreur zéro avec un signal correct est égal à 4,78 – 0 = 4,78 millimètres
Lors de l’utilisation d’un calibre à hélice avec une petite taille de 0,01 millimètre.Pour mesurer le diamètre du fil incroyable, la lecture sur le manchon est vraiment de 0,5.mm, et la recherche de dé à coudre serait probablement trouvée pour vous dans 27 sections. Quoidiamètre de fil correct si l’erreur de direction zéro du capteur est de +0,005 cm ?
La recherche est présentée =M.S.R. + RSE x plus petit
Accélérez les performances de votre ordinateur dès maintenant avec ce simple téléchargement.Quelle est la signification liée au zéro erreur ?
L’erreur zéro est presque définie comme une toute nouvelle condition dans laquelle un instrument de musique de mesure capture une valeur mesurée alors qu’il devrait y en avoir sans valeur mesurée. Dans le cas d’un pied à coulisse, cela se produit lorsque le zéro sur l’échelle la plus essentielle a une valeur qui ne mélange pas le zéro sur l’échelle du vernier.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
