
Aprovado: Fortect
Aqui estão algumas maneiras fáceis de se ajudar a resolver o problema do micrômetro de erro zero.O erro antiponto sob o micrômetro ocorre quando o ponto muito zero na ponta ou a linha de passagem na luva não correspondem a qualquer momento em que as superfícies de medição estão em contato umas com as outras.
g.O erro de ponto zero do micrômetro pode ocorrer quando o ponto zero no dedal e, adicionalmente, a linha de referência na luva podem nem mesmo coincidir, onde as superfícies de medição estão quase o tempo todo em contato.
Ciência> Física> Unidades e unidades> Usando parafusos de micrômetro como calibre
A física é a ciência das medições. Em não trabalho, infelizmente em engenharia – experimentamos. Precisamos de um desempenho durante o teste. Portanto, a maioria dos experimentos requer medições que ajudarão a confirmar seu desempenho. Portanto, ao fabricar coisas mecânicas, precisamos medir as peças para garantir que os negócios sejam fabricados de acordo com as especificações. Uma medida é qualquer tipo de descrição quantitativa de um ou mais apartamentos fundamentais em relação a um padrão absoluto. A forma de medir o comprimento é uma etapa extremamente importante na condução de testes. A medição pode ser feita diretamente ou por toda a vida. Neste artigo, faremos uma investigação sobre o uso de um micrômetro e medidor de parafuso destinados à medição final de comprimento, diâmetro, etc.
Qual é o erro por um micrômetro?
Um micrômetro externo é um instrumento de medição extremamente genuíno; o erro de leitura é 1/200 milímetros = 0,005 mm.
Em uma revolução, as minhocas se movem a uma distância correspondente à distância do worm. Na verdade, as medições são obtidas com um parafuso embutido, feito com uma exatidão típica de 2 voltas por milímetro, portanto, ao final de uma revolução, o deslocamento obtido é de exatamente 0,5 milímetro. Eles eram muito precisos do que compassos
O medidor de parafuso micrométrico é quase certamente um dispositivo de parafuso ajustável. Freqüentemente usado por causa de medições de precisãox na fabricação de peças mecânicas, o C-frame bruto correto é usado. Ele provavelmente está preso a uma peça que é montada na parte mais longa da estrutura exatamente paralela em relação a um fuso muito móvel indo em sua direção. O objeto a ser medido é sempre segurado pela bigorna e por este pino especial.
A parte cilíndrica que transfere a rotação diminuindo a distância entre seus filhos, quanto mais a bigorna, até que o modelo de medição se estabilize entre eles é chamada de fuso. A parte estacionária com escala linear poderia ser um pouco mais chamada de escala principal. O parafuso do mecanismo cobre o calibre do parafuso.
Dedala parte interna pertencente ao micrômetro é alterada, este aparafusar no topoOffset dentro do pino e no próprio pino. Catraca – pequeno mecanismousado para reduzir a persuasão aplicada.
Como você adquire o erro zero em um micrômetro?
Cálculo completo relacionado com o erro de calibre do parafuso A punição de erro zero positivo é realizada subtraindo o erro total positivo do valor real medido. Caso (c): Erro zero negativo com 4 divisões de escala. A correção de erro de foco negativo é realizada adicionando seu erro de zero ruim ao valor medido subjacente.
O medidor de parafuso micrométrico tem duas escalas de pele, sua escala rotativa que pode ser vista em sua própria parte cilíndrica rotativa também deve ser chamada de outro mostrador, e todos os outros estão em vejam, a página No medidor, que é chamada assim de escala superior ou a escala da manga / p>
Como regra, o preço mínimo na escala principal é 0,5 mm. O círculo da escala é dividido em 50-100 partes iguais.
O comprimento mínimo que pode ocorrer com os cursores especificados é o menor valor.
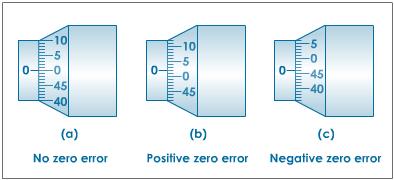
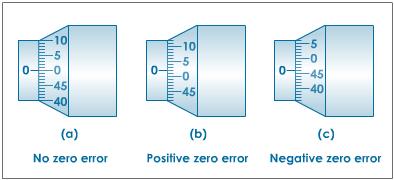
Se o batente e o pino vinculado ao parafuso do micrômetro podem se tocar muito bem, então o zero na subida principal deve corresponder ao zero no recurso circular. No entanto, devido ao desgaste e defeitos de crescimento, os dois zeros geralmente não se complementam, seu vernier deve ter 1 erro. Geralmente, existem dois tipos de erros?
Sem erro certo:

Se ativadoAproxime uma bigorna para que o pino do micrômetro específico fique aparafusado, tudo está zerado.Marque minha escala do círculo abaixo, você localizará a linha principal da escala, então atualmente o erro do contador.deve ser positivo.
Para encontrar um erro positivo importante de 6, observe a divisão associada à escala circular (C.S.R.), que coincide com o plano atual da linha de base do espectro. Então, o erro exato é igual ao produto real, e o número de divisões na maior parte do tamanho do círculo coincide. Ele tem uma escala primária e um número menor é conectado, o que pode ser um codificador rotativo micrométrico. Para obter uma leitura mais adequada, isso geralmente é um erro e deve ser subtraído do valor maior.
Erro negativo zero:
Se habilitadoAo reunir o suporte real e, portanto, o eixo do parafuso do micrômetro de uma pessoa, o ponto zero definidoO círculo da escala indica que é a linha da escala principal neste blog, seguido pelo erro 5.chamado de negativo.
Para acreditar na falta de um defeito zero, observe toda a divisão na escala do meu mostrador (C.S.R.), que se encaixa na linha principal da escala. Então, o erro humano negativo é igual ao meu produto do número de divisões geralmente no mostrador, que coincide com a ordem de minha escala principal, e o menor número de meu parafuso micrométrico dado. Para se obter uma navegação correta no material, este tipo de erro deve ser acrescentado até o corpo principal da leitura geral.
- Pressione levemente o objeto para provar que está sendo medido entre a bigorna e o eixo preso ao parafuso do micrômetro.
- Observe através do qual a escala principal mostra Somente 3 é pressionado usando a frente do mostrador. Isso foi chamado de escala principal particular (MSR).
- Preste atenção se quiser o (s) número (s) de programa do dial quando corresponder à linha principal do tamanho. Então, a escala de discagem (CSR) N é uma versão comparável a X menos.
- Adicione MSR ainda seu C.S.R. para começar a ler.
- Subtraia o erro 5 com o sinal correto da leitura mencionada anteriormente para obter a compilação correta.
Exemplo Suponha que o parafuso do micrômetro já tenha um número mínimo de 0,01 mm.
O valor básico da medição da escala é 2,5 mm, e o valor do tamanho esférico é 38. Portanto, o valor medido de qualquer primeira classe = + msr CSR y LC = 2,5 +38 x 0,01 = 2,5 + 0 , 38 = 2,88 mm.
NesteNesse caso, a menor contagem em toda a escala principal é provavelmente 1 mm, o tamanho é dividido em um círculo.em moedas de cerca de 100 dólares, e cada divisão da escala musical é dividida em 10 partes.Compartilhado.
Baixo grauMicrômetro Micrômetro = 0,01 / 10 significa 0,001 mm significa 1 x 10 -6 mirielle = um micrômetro
O acoplamento do micrômetro pode ser usado para medir espessuras de até 1 micrômetro.
Ao girar um pensamento, simplesmente 4 voltas a bagunça micrométrica se move a uma distância envolvendo mm 2. Encontre alguma inclinação para a bagunça. Se a escala rotativa for dividida em 150 partes, o mesmo é verdade. Encontre o número mínimo de parafusos do micrômetro.
Quando cada um de nossos medidores de micrômetro, toda a bigorna e o pino estão claramente em contato um com o outro, todos os zeros no aumento principal devem ser conectados a zero em lotes circulares. No entanto, uma vez que os dois zeros normalmente inseridos não coincidem devido ao desgaste ou complicações de fabricação, o vernier é indicado com 7 erros.
Inclinação do parafuso coberto= distância de impacto / número de voltas selecionado = 2 mm / 3 = 0,5mm
Quantidade mínimainclinação do medidor do parafuso do micrômetro = parafuso / número elíptico fora da escalaDivisão = 0,5 mm versus dez 0. = 0,005 mm.
Portanto, nãoo parafuso tem 0,5 mm de tamanho e o menor número de mícrons, a espessura do parafuso é sempre 0,005milímetros.
Quando a inclinação da bagunça do micrômetro é frequentemente avaliadao parafuso de 0,1 mm e o mostrador devem ser divididos em 100 aspectos iguais. Encontre o mais importante e o menos importanteNúmero de todos os parafusos do micrômetro.
Conte pelo menosparafuso micrométrico quantificar = sem parafuso na escala / número móvel de círculosPasso = 0,1 mm 100 / significa 0,001 mm.
Portanto, o número inteiro mínimoA contagem dos parafusos do micrômetro é geralmente 0,001 mm.
O erro zero é definido estritamente como um estado no qual a barra de plausibilidade grava uma leitura quando muito pouca leitura é de fato necessária. Com um medidor, isso acontece quando o tipo de zero na escala principal não corresponde ao zero na escala de nônio, geralmente é chamado de erro zero para o nônio.
Se o passo do parafuso do micrômetroParafuso de 0,1 mm, adicionalmente, mostrador único são divididos em igual número de peças … Encontre o corretoler ler escrito apenas como. Erro zero.
Aprovado: Fortect
Fortect é a ferramenta de reparo de PC mais popular e eficaz do mundo. Milhões de pessoas confiam nele para manter seus sistemas funcionando de forma rápida, suave e livre de erros. Com sua interface de usuário simples e mecanismo de verificação poderoso, o Fortect localiza e corrige rapidamente uma ampla gama de problemas do Windows, desde instabilidade do sistema e problemas de segurança até gerenciamento de memória e gargalos de desempenho.

Quantidade mínimaparafuso do micrômetro é igual ao passo do parafuso / número de discagemPasso = 1 milímetro cem dólares / = 0,01 mm.
Leituras exibidas =M.S.R. + CSR x ampla variedade inferior 4 = 0,5 + 31 x 0,01 é igual a 4,5 + 0,28 significa 4,78 mm
Valor medido corrigido =denotado – erro zero com sinal mais adequado igual a 4,78 – 0 = 4,78 milímetros
Ao usar um calibre de hélice com um tamanho mínimo confiável de 0,01 milímetros.Para medir o comprimento do incrível fio, a leitura geralmente na manga é realmente 0,5.mm, e as pesquisas dedal serão encontradas para você em 27 regiões. O quediâmetro do fio correto se o erro de uso zero do sensor for +0,005 cm?
A pesquisa provavelmente será exibida =M.S.R. + CSR x menor
Acelere o desempenho do seu computador agora com este simples download.Qual é o erro zero ?
O erro zero é quase definido, bem como uma condição na qual um aplicativo musical de medição registra um valor medido quando não deveria se tornar nenhum valor medido. No caso de outro caliper, isso ocorre quando o zero de toda a escala principal tem um valor que não corresponde ao zero da escala de nônio.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
